アクリル装飾仕上げ水性金属仕上げは環境に優しいです。











応用
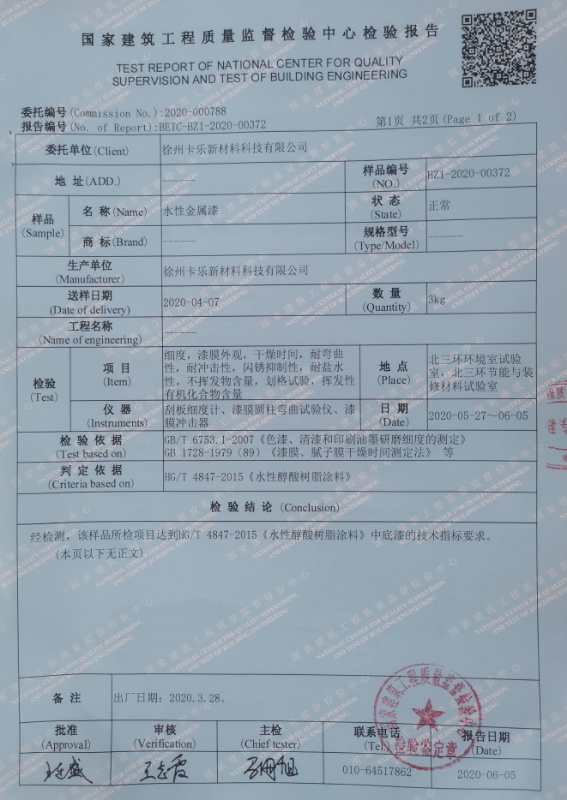
テクニカルデータカラーアソート
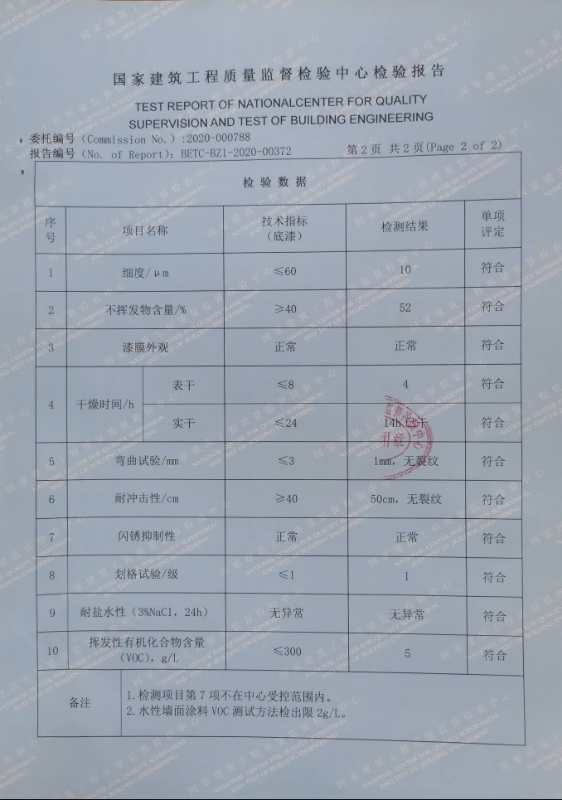
表面乾燥(湿度50%)15℃C <1h; 25分<0.5時間
固体乾燥(湿度50%)15℃C <48h; 25℃C <24h
インパルス(ki.cm)50
水(50±5μm)72h塗膜は膨れず、脱落せず、錆びません。
Ze≥70%
アドヒアランス(百ルール)レベル1
表面処理コーティングされた材料の表面には、湿気、油、酸、および灰があってはなりません。
酸化皮膜のある鋼:ショットブラストおよび5a2.5グレードまでの細かい砂などのその他の方法。サンドブラストは、機械研磨または
化学的に処理され、浮遊している壊れた肩をすべて取り除きます。
酸化皮膜のない鋼:Sa2.5にブラスト処理され、空気または電気研削工具でSt3に研磨されます。
溶接、火炎切断、または焼けた部分のパイロ修正:St3まで研磨します。
古いペイントフィルムの付いた基板:緩い古いペイントフィルムと錆を取り除き、空気または電気研磨ツールでSt3に研磨します。





クイック詳細
溶接、火炎切断、または焼けた部分のパイロ修正:St3まで研磨します。
古いペイントフィルムの付いた基板:緩い古いペイントフィルムと錆を取り除き、空気または電気研磨ツールでSt3に研磨します。
典型的なコーティングパッケージは、H901水性防錆塗料で使用でき、一般的な装飾用表面塗料として単独で使用でき、他のタイプの底部海洋製品(照合のために照合する必要があります)でも使用できます。
乾燥(湿度50%)15°C <48時間; 25分<24時間
構造データテーブルドライ(50%ブレンド度)15℃℃<1h; 25℃<0.5h 0.12-0.2kg / z '(ドライフィルム35μm)
密度約 1.1-1.20g / om)理論上のコーティング率
40〜60μmの乾燥を確保するために、暖かい接触温度の方法で適用できる2つのコートを適用することをお勧めします。
紙やすりで磨いて仕上げます。


工法:発芽・ブラッシングが可能です。使用前に、塗料を均一に混合し、施工方法に応じて粘度を調整し、5〜15Vの水を追加します。5-15Vの水を加えて均一に混ぜ、泡のない表面を残します。
建設環境1.建設現場には、建設品質を確保するために、良好な換気設備と除塵設備が必要です。
2.建設温度は5℃以上、周囲相対湿度は70%未満である必要があります。
3.基質の混合は5°C以上、空気露点温度より3°C以上高くする必要があります。
注意事項などは「H901水性防錆塗料」と同じですので、参考にしてください。
耐光性
| 車両タイプ | 100%アクリルラテックス | |
| COMPOSITION(公称) | 顔料:耐光性無鉛顔料およびミネラルエクステンダー。ブラインダー:アクリルエマルジョン。
溶剤:水。 |
|
| ボリュームソリッド | 31.8% | |
| 推奨膜厚でのガロンあたりのカバレッジ | 400〜450平方 フォート (37〜42 m2) | |
| 推奨膜厚(表面の質感と気孔率によって異なります。作業に適した塗料の量を必ず見積もってください。これにより、色の均一性が確保され、余分な塗料の廃棄が最小限に抑えられます) | ドライ1.2ミルウェット3.8ミル | |
| 乾燥時間@ 25°C @ RH 50% | 1時間タッチするには2〜4時間リコートするには | |
| 乾燥する | 蒸発、合体 | |
| 粘度 | 99±2 KU | |
| グロス/光沢 | フラット(5-10 @ 85°) |
| 海での配送時間(参考値) | ||||||||
|
北米 |
11〜30日 | 北アフリカ | 20〜40日 | ヨーロッパ | 22〜45日 | 東南アジア | 7〜10日 | |
| 南アメリカ | 25〜35日 | 西アフリカ | 30〜60日 | 中東 | 15〜30日 | 東アジア | 2〜3日 | |
| 中米 | 20〜35日 | EestAfrica | 23〜30日 | オセニア | 15〜20日 | 南アジア | 10〜25日 | |



よくある質問
1.サンプルについて
テスト用の無料サンプルを提供しています。
2.OEM、利用できるODMサービス。
3.顧客の要求に従って、パレットでまたはパレットなしで詰められます。
タイル仕様のタイル接着剤(20kg /袋)梱包:
64袋/パレット= 1.28 MT /パレット
72袋/パレット= 1.44 MT /パレット
1つの完全な20フィートコンテナー最大積載27.6MT。
パレットを使用すると1360バッグをロードできますが、パレットなしでは1380バッグをロードできます。